
Obtenez un devis

+86-18862679789


admin@evertopest.com

les performances d'extrusion diffèrent selon les différents sens de rotation ?
Dans le traitement du mélange de matériaux, les performances de l'extrudeuse à double vis déterminent directement l'effet de mélange des matériaux, l'efficacité de la production et la qualité du produit final. Selon le sens de rotation de la vis, les extrudeuses à double vis sont divisées en extrudeuses à double vis co-rotatives et en extrudeuses à double vis contrarotatives, et la principale différence entre les deux réside dans le sens de rotation de la vis. Ce qui semble n'être qu'une différence dans le sens de rotation entraîne des distinctions significatives entre les deux en termes de caractéristiques de traitement, de capacité de mélange et de compatibilité des produits.
La principale différence entre la double vis co-rotative et la double vis contrarotative réside dans le processus d'interaction des vis :
• Lorsque les deux filetages d'une double vis co-rotative poussent la matière, leurs poussées se superposent ;
• Lorsque les deux lignes de filetage d'une double vis contrarotative poussent la matière, leurs poussées s'annulent.
Cela détermine le principe de fonctionnement de base et les caractéristiques de performance des vis jumelées co-rotatives et contrarotatives.
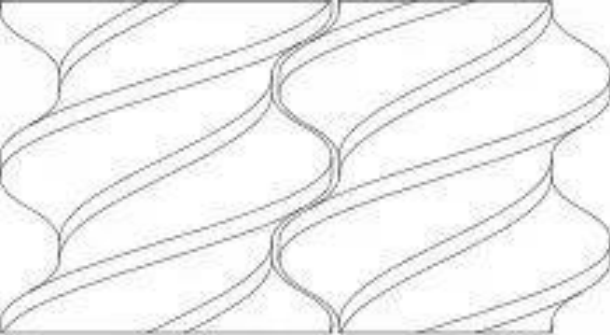
Figure 4 Ajustement de la double vis co-rotative
Le mode d'accouplement de la double vis co-rotative est illustré à la figure 4. Les deux vis de la double vis co-rotative tournent dans le même sens et les filetages des vis sont tous deux à droite. La détermination de la direction de transport du matériau est la même que celle du monovis.
Le mode d'accouplement de la double vis contrarotative est représenté sur la figure 5. Les deux vis de la double vis contrarotative tournent dans des directions opposées et les filetages des deux vis tournent dans des directions opposées. Les deux vis tournent vers l'extérieur. Autrement dit, dans le sens de l'extrusion, le côté droit est la vis de gauche, qui tourne dans le sens des aiguilles d'une montre, et le côté gauche est la vis de droite, qui tourne dans le sens inverse des aiguilles d'une montre.
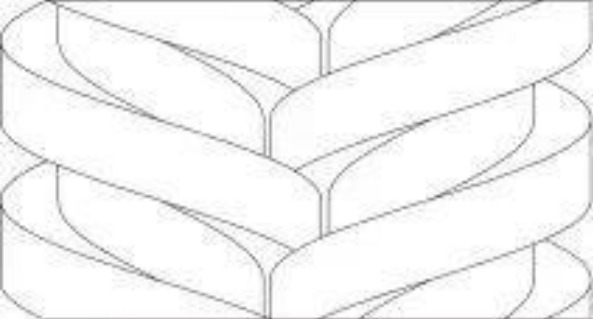
Figure 5 Ajustement à double vis contrarotative
Analyse des résultats des expériences de simulation
Champ physique
1
Champ de pression
Comme le montrent la carte des nuages de pression (Figure 6) et la courbe de variation de pression (Figure 7) :
Dans le processus d'extrusion à double vis co-rotative, la pression dans le canal d'écoulement fluctue. En ce qui concerne la structure après l'ajustement à double vis co-rotative (Figure 4), on constate que la fluctuation de pression fluctue de haut en bas avec la position de la crête de la vis. En effet, la crête de la vis est une partie saillante de la surface de la vis et le matériau extrudé est soumis à des forces d'extrusion et de cisaillement plus fortes lors du passage à travers la crête de la vis, de sorte que la pression est souvent relativement élevée à la position de la crête de la vis.
Dans l'extrusion à double vis contrarotative, la pression dans le canal augmente d'abord puis diminue le long de la direction d'extrusion, et une haute pression locale se produit en position médiane. En se référant à la structure de l'ajustement à double vis contrarotative (Figure 5), on constate que la haute pression locale se produit au point d'engrènement au milieu de la direction d'extrusion. En effet, les deux vis tournent dans des directions opposées et le flux de matière est inégal ou bloqué pendant le processus d'extrusion, qui s'accumule en position médiane et forme ensuite une haute pression locale dans le canal.
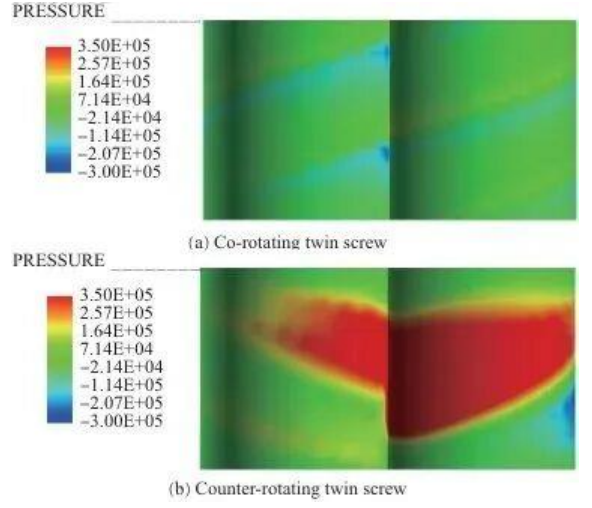
Figure 6 Diagramme du nuage de pression dans le canal pendant le processus d'extrusion
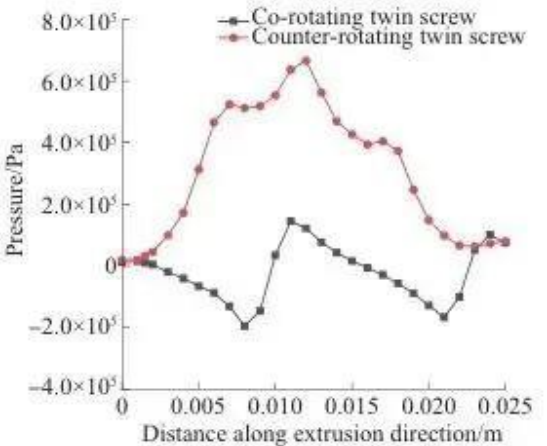
Figure 7 Courbe de variation de pression
2
Champ de taux de cisaillement
Comme le montrent le nuage de taux de cisaillement (Figure 8) et la courbe de variation du taux de cisaillement (Figure 9) :
Dans l'extrusion à double vis co-rotative et dans l'extrusion à double vis contrarotative, le taux de cisaillement est plus élevé au niveau de la crête de la vis et plus faible au niveau de la rainure de la vis. La raison de ce phénomène est que le matériau s'écoule plus rapidement dans les espaces étroits et que l'espace entre les arêtes de vis et la paroi interne du canon est plus petit, de sorte que le taux de cisaillement est plus élevé, tandis que l'espace entre les rainures de vis et la paroi interne du canon est plus grand, donc le taux de cisaillement est plus faible.
Le taux de cisaillement local élevé dans la double vis contrarotative est dû à une fuite.
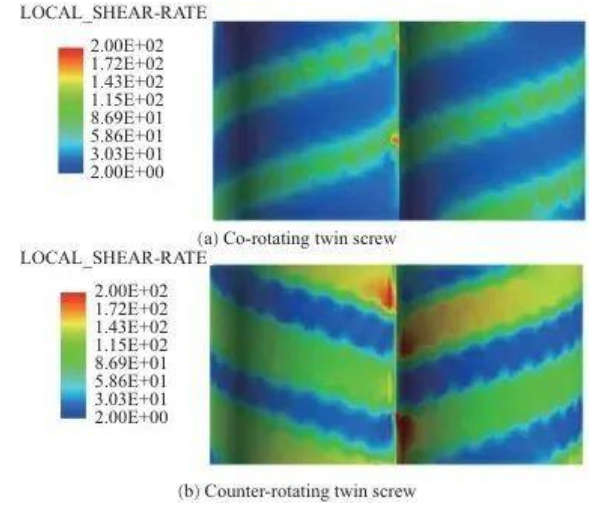
Figure 8 Nuage de taux de cisaillement pendant l'extrusion
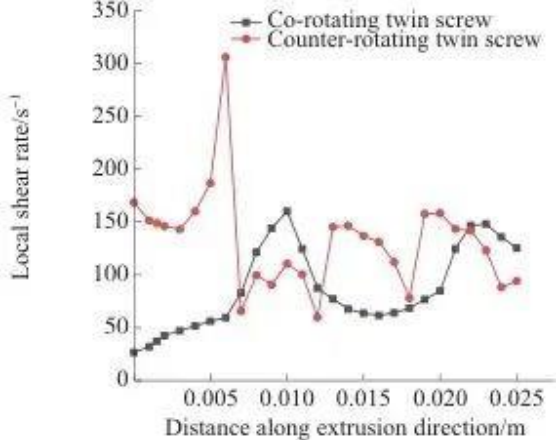
Figure 9 Courbe de variation du taux de cisaillement
Le mélange est principalement divisé en mélange distributif et dispersif.
Le mélange distribué est utilisé pour décrire le processus de distribution du matériau, dans lequel le matériau est constamment réorganisé et dirigé sous la poussée du rotor à vis ;
Le mélange dispersif est utilisé pour décrire le processus dans lequel la taille du matériau change à mesure que les particules du matériau sont constamment étirées et cisaillées. La méthode des particules traceuses a été utilisée pour effectuer des statistiques mathématiques sur les paramètres de trajectoire tels que le temps de séjour, l'indice de distribution, l'échelle de séparation et la distribution maximale des contraintes de cisaillement afin d'analyser les différences de performances de mélange entre une double vis co-rotative et une double vis contrarotative.
Performances de mélange axial
La distribution du temps de séjour est un indicateur important pour mesurer les performances de mélange axial des éléments à vis. Il décrit la distribution du temps de séjour des matériaux dans les extrudeuses bi-vis sous deux formes : la fonction de distribution du temps de séjour cumulé et la fonction de distribution du temps de séjour, qui sont respectivement exprimées par une fonction de probabilité et une fonction de densité de probabilité.
1 Répartition des temps de séjour cumulés
La courbe de distribution des temps de séjour cumulés (Figure 10) décrit la distribution de probabilité cumulée du temps de séjour du fluide ou du matériau dans l'extrudeuse.
Comme le montre la figure 10, dans la double vis co-rotative, le moment où les particules traceuses sortent pour la première fois du canal est de 1,00 s, le temps où elles quittent complètement le canal est de 54,82 s et la largeur de la distribution du temps de séjour est de 53,82 s.
Dans la double vis contrarotative, le temps nécessaire pour que les particules traceuses s'écoulent pour la première fois hors du canal est de 1,48 secondes, le temps nécessaire pour qu'elles s'écoulent complètement hors du canal est de 59,80 secondes et la largeur de la distribution du temps de séjour est de 58,32 secondes.
La courbe de distribution du temps de séjour cumulé de la double vis co-rotative est supérieure au temps de séjour cumulé de la double vis co-rotative, et une courbe plus élevée indique que davantage de particules s'écoulent hors du canal à un moment donné.
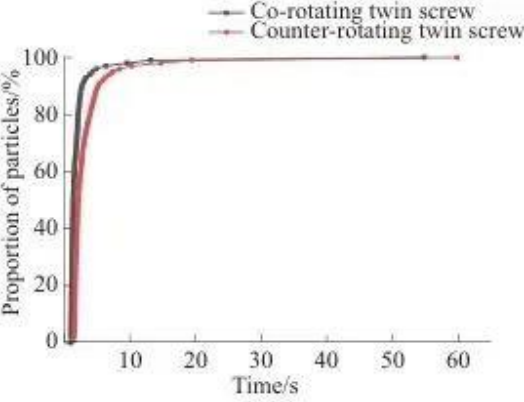
Figure 10 Répartition du temps de séjour cumulé
2 Répartition du temps de séjour
La courbe de distribution de densité de probabilité du temps de séjour décrit la distribution de probabilité du temps de séjour du matériau dans l'extrudeuse sur différentes périodes de temps. Une densité de probabilité plus élevée signifie une plus grande probabilité de résidence matérielle pendant cette période, tandis qu'une densité de probabilité plus faible indique un temps de résidence relativement plus court. A partir de la fonction de densité de probabilité de la distribution des temps de séjour (Figure 11), on sait que :
Dans la double vis co-rotative, la majorité des particules sont concentrées entre 1,00 et 1,99 secondes, et dans la double vis contrarotative, la majorité des particules sont concentrées entre 1,48 et 2,97 secondes. La courbe correspondante de la double vis co-rotative est plus à gauche et le pic est plus haut, indiquant que la capacité de transport de la double vis co-rotative est plus forte. La raison de ce phénomène peut être que pendant le processus d'extrusion à double vis co-rotative, le matériau est transporté de force le long d'un chemin en forme de « ∞ » par la vis.
Dans l'extrusion à double vis contrarotative, le matériau se déplace en forme de « C », se mélange et réagit de manière répétée dans la chambre en forme de C, ce qui entraîne un temps de séjour prolongé.
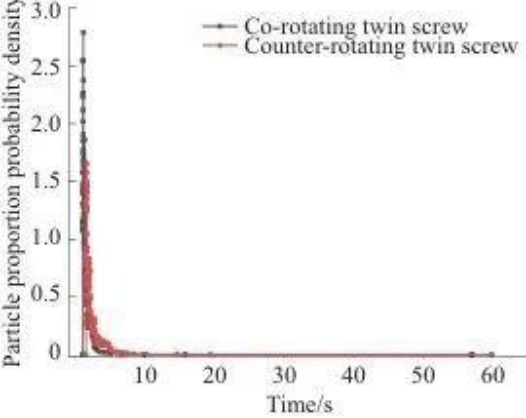
Figure 11 Répartition du temps de séjour
Performances de mélange distribué
1 Indice de répartition
Les indices de distribution décrivent les propriétés rhéologiques et le comportement d'écoulement des matériaux extrudés. Il ressort de la courbe d'indice de distribution (Figure 12) que l'uniformité de distribution de la double vis contrarotative est meilleure que celle de la double vis corotative.
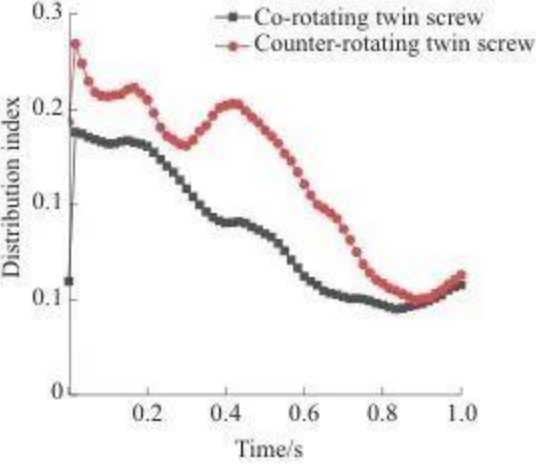
Figure 12 Indice de distribution
2 Échelle de séparation
Les échelles de séparation caractérisent les processus de mélange distribués. La figure 13 montre la courbe de l'échelle de séparation. Au moment initial, les deux particules se trouvent de chaque côté de l’entrée, la valeur de l’échelle de séparation est donc grande. À mesure que le temps augmente, l'échelle de séparation diminue sous l'effet du mélange à vis, la courbe diminue, le degré de mélange de distribution des particules de surface s'approfondit progressivement et il y a un phénomène de fluctuation au cours du processus, provoqué par l'agrégation des particules pendant le processus d'écoulement.
La courbe d'échelle de séparation de la double vis co-rotative est toujours inférieure à celle de la double vis contrarotative, ce qui indique qu'elle est plus uniforme dans sa distribution.
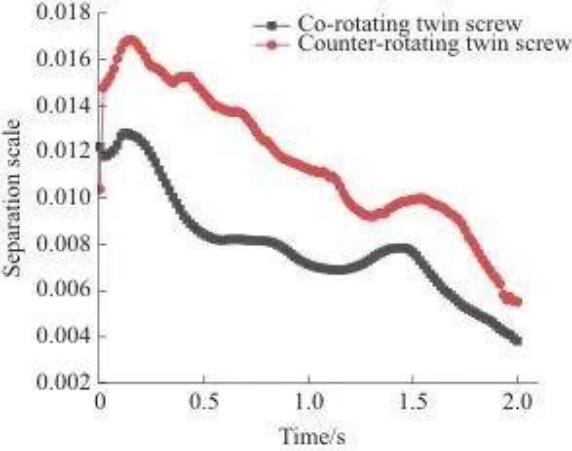
Figure 13 Échelle de séparation
Dans l'extrusion à double vis co-rotative, les deux vis tournent dans la même direction et forment un fort effet de cisaillement au point d'engrènement, et le matériau échange plusieurs fois entre les vis, ce qui permet d'obtenir un mélange de distribution uniforme.
Dans l'extrusion à double vis contrarotative, la majeure partie du matériau est retenue dans la chambre en forme de C, avec seulement une petite quantité de matériau s'écoulant hors de l'espace pour être soumise au cisaillement et à l'étirement. L'étanchéité est bonne, réduisant l'écoulement irrégulier du matériau dans le canal, et ainsi l'uniformité du mélange est également réduite.
Performances de dispersion et de mélange
Le processus de dispersion et de mélange est un processus dans lequel la taille des particules ne cesse de diminuer et les forces de cisaillement et de traction auxquelles les particules de matériau sont soumises jouent un rôle important dans ce processus.
La contrainte de cisaillement maximale subie par la particule traceuse indique le processus de cisaillement que subit la particule traceuse au cours du processus d'extrusion à double vis. Plus la proportion de particules traceuses soumises à un cisaillement élevé est élevée, meilleur est l'effet de dispersion des vis.
La figure 14 montre la courbe de probabilité de contrainte de cisaillement maximale. Comme on peut le constater sur la figure 14, la courbe correspondant à la bi-vis contrarotative est supérieure à celle de la bi-vis co-rotative.
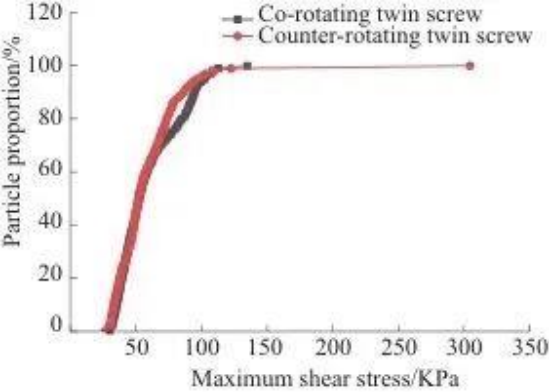
Figure 14 Probabilité maximale de contrainte de cisaillement
La figure 15 montre la courbe de densité de probabilité de contrainte de cisaillement maximale. Sur la figure 15, on peut voir que la contrainte de cisaillement maximale subie par la particule est concentrée au sommet de la saillie de la courbe.
Les deux caractéristiques de courbe indiquent que la double vis contrarotative a une capacité de dispersion plus forte et peut fournir des effets de cisaillement et de traction plus importants que la double vis corotative.
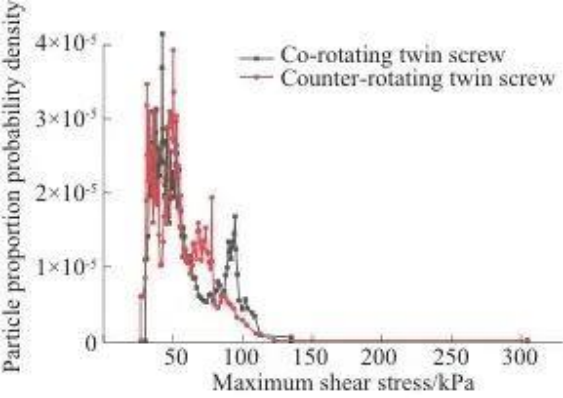
Figure 15 Densité de probabilité maximale de contrainte de cisaillement
Analyse des résultats expérimentaux
Analyse des essais de traction et d'impact
Les figures 17 et 18 montrent respectivement les données d'essais de traction et d'impact.
La résistance à la traction et la déformation à la rupture des cannelures de matériau extrudées par extrusion à double vis co-rotative étaient légèrement supérieures à celles extrudées par extrusion à double vis contrarotative.
L'absorption d'énergie d'impact et la résistance aux chocs des cannelures de matériau extrudées par l'extrusion à contre-vis sont légèrement supérieures à celles extrudées par l'extrusion à co-vis.
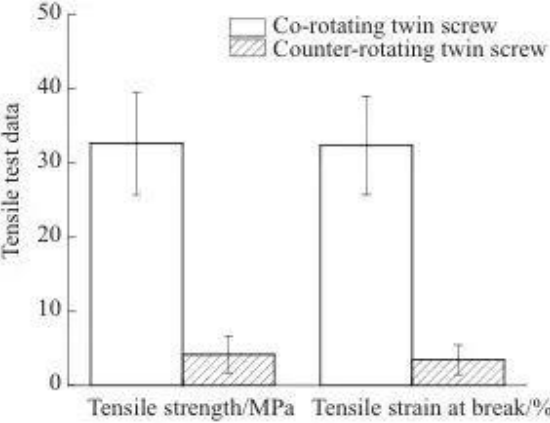
Figure 17 Données d'essai de traction
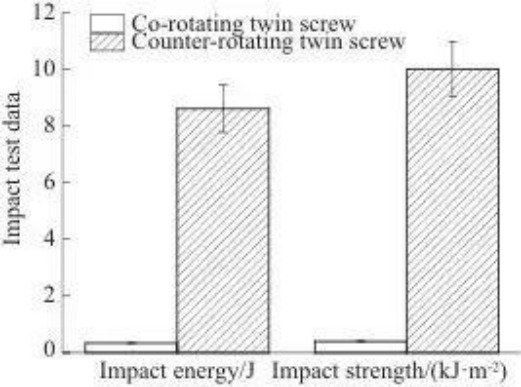
Figure 18 Données des tests d'impact
Résultats des tests rhéologiques
Les propriétés rhéologiques des polymères se reflètent généralement dans le module de stockage (G'), le module de perte (G') et la viscosité du composite (η*). Le module de stockage reflète l'élasticité du matériau, le module de perte reflète la viscosité du matériau et la viscosité du composite reflète le poids moléculaire. La fluidité du polymère fondu dépend de la capacité des segments de la chaîne moléculaire à se déplacer. L'extrusion à vis modifie la structure moléculaire du PLA, provoquant la rupture de ses chaînes moléculaires et réduisant sa viscosité.
La figure 19 montre la courbe de viscosité composite η* avec la fréquence angulaire. On peut voir sur la figure 19 que η* diminue avec l'augmentation de la fréquence angulaire.
En raison de la différence structurelle, la double vis contrarotative a une capacité de dispersion et de mélange plus forte, et la chaîne moléculaire se brise plus complètement. Par conséquent, le η* du matériau extrudé par la double vis contrarotative est inférieur à celui de la double vis corotative.
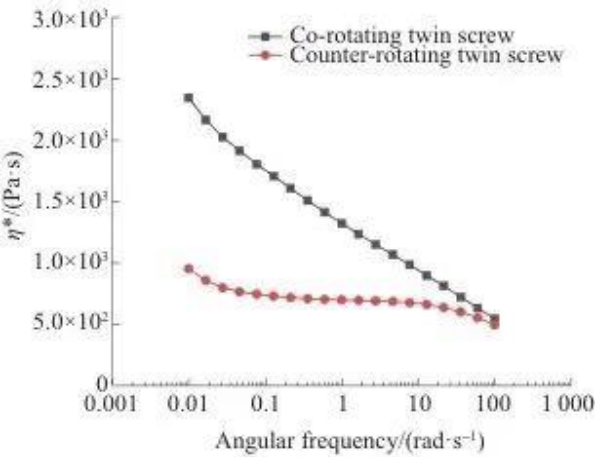
Figure 19 Courbes de η * avec fréquence angulaire
Résumé
Avantages des extrudeuses bivis co-rotatives :
• Le champ d'écoulement (notamment la pression) est relativement stable.
• Capacité de mélange de distribution extrêmement forte, haute uniformité de distribution du matériau.
• Un temps de séjour court du matériau et une efficacité de transport élevée facilitent le traitement des matériaux sensibles à la chaleur et réduisent le risque de dégradation thermique.
• Les produits extrudés ont de meilleures propriétés de traction.
Avantages des extrudeuses bivis contrarotatives :
• Capacité de création de pression plus forte (mais attention aux éventuelles hautes pressions locales).
• Cisaillement plus intense, capacité de dispersion et de mélange supérieure. Cela peut fournir un effet d’étirement plus fort.
• Temps de séjour plus long et répartition plus large des matériaux, adaptés aux processus nécessitant un temps de réaction ou de mélange suffisant.
• Les produits extrudés ont une résistance aux chocs plus élevée et une viscosité à l'état fondu plus faible (ruptures de chaîne moléculaire plus complètes).
Un Une ligne de production de panneaux composites ignifuges incombustibles de qualité est un système de production conçu pour fabriquer des panneaux composites à face métallique dont le matériau de base répond à la classification d'incombustibilité la plus é...
View MoreMatière première FR est le composé de noyau ignifuge utilisé à l'intérieur des panneaux composites en aluminium résistant au feu, et il est généralement fourni sous deux formes : des granulés, qui sont les granulés bruts introduits dans l'équipement d'extr...
View MoreUne ligne complète de production de panneaux repose rarement sur sa presse principale ou son unité de laminage seule. En pratique, le équipement auxiliaire pour ligne de production de panneaux Les configurations (machines de nivellement, unités de délaminage, pla...
View MoreUn Ligne de produits de revêtement de couleur en aluminium est le système d'équipement utilisé pour appliquer et durcir une finition de couleur durable sur une bobine ou une bande d'aluminium dans un processus continu et automatisé, et c'e...
View More
Groupements industriels du village de Tanshang, route Ganghua, ville de Jingang, ville de Zhangjiagang, province du Jiangsu, Chine

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Droit d'auteur © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Tous droits réservés. Fabricants de lignes de production de panneaux composites personnalisés






